- $

利用連鑄機進行工件連鑄的時候要注意哪些細節?
來源:m.le-kuai.com 發布時間:2020/3/4 9:20:22
利用連鑄機進行工件連鑄的時候,由于技術還沒有達到十分完美的狀態,因此操作過程中還是有很多事項需要多加注意,這樣才能確保連鑄得到的產品質量、性能等達標。
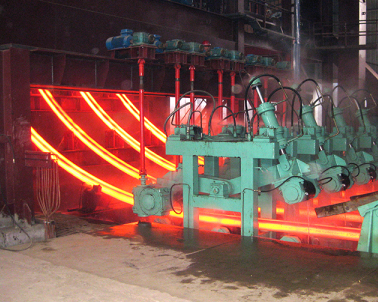
在連鑄過程中,鋼水在結晶器內形成坯殼環節的時候,由于初始坯殼是在鋼液與保護渣交界之處開始形成的,所以必須要做到隔絕空氣,防止鋼水二次氧化的作用。
其次,連鑄的時候保護渣會隨著結晶器的振動,從彎月面處流入結晶器和坯殼的氣隙中。再加上結晶器的冷卻作用,熔渣會形成凝固的渣皮。隨著速度的提高,鋼水與結晶器壁的熱交換加強,坯殼表面升溫,此時的保護渣層被加熱而形成熔融狀態的渣膜,可以用來潤滑鑄坯坯殼與結晶器壁。

在連鑄機結晶器上部,由于坯殼緊貼結晶器壁而受到急劇冷卻,而下部也因坯殼的收縮產生的氣隙,導致熱阻增加而導出熱量減少。此時恰好渣膜均勻地填充其中,從而既減少了結晶器上部的熱傳導,又加速了結晶器下部的熱傳導,促進坯殼的均勻生。
隨著連鑄工藝中拉坯連續進行,保護渣不斷地被帶出結晶器,為保證連續澆注就必須不斷地分批向結晶器內添加相應量的保護渣,否則容易引發一系列不良現象,但還需提醒大家,添加保護渣時要做到勤加、少加。
其實從上述幾點來看,我國的連鑄技術和國外相比還有一定的差距,主要體現在液壓系統、電氣控制系統;技術資源的有效整合;連鑄機設備及其應用軟件等等,這些方面的差距有待進盡快縮小。
上一條:
連鑄設備泄漏故障與密封之間有著怎樣的關聯?
下一條:
連鑄機的機型及特點都有哪些?